Website Design Copyright 2026 © 詮能資訊股份有限公司
All Rights Reserved. 網頁設計 by 覺醒設計

在《能量的傳輸者:光伏連接器》一文中,我們曾指出連接器失效主要有3大原因:低品質、連接器互插和不規範安裝。 不規範安裝,通常是指光伏電纜與連接器金屬芯的壓接問題。 壓接不良可能導致不符合規範標準、不穩定的接觸電阻以及密封性失效。 它是影響光伏電站運行和盈利能力的風險點之一。
據國外一份調研報告,連接器的不規範安裝在光伏電站火災的原因中排名第3位。 本文,我們就與大家聊聊關於光伏連接器壓接的那些事兒。
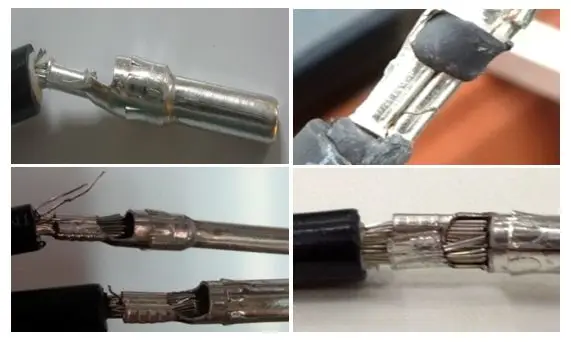
不規範壓接案例
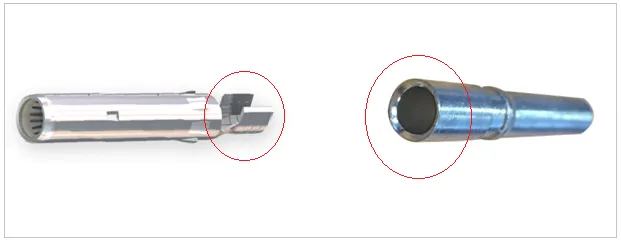
在進入壓接話題之前,我們有必要先瞭解一下金屬芯。 它是連接器組成的主體,也是最主要的通流路徑。
目前,市面上大多數光伏連接器採用「U」型金屬芯,它由銅片衝壓成型,也稱為衝壓型金屬芯。 得益於衝壓工藝,「U」型金屬芯的生產效率高,且可成鏈條式排布,非常適合自動化線束生產。 部分光伏連接器採用“O”型金屬芯,它是由細銅棒兩端鑽孔成型,也稱為機加工型金屬芯。 它只能單個壓接,不適用自動化設備。
還有一種極為少見的金屬芯是免壓接的,它靠彈簧片和電纜連接。 因不需要壓接工具,安裝起來相對簡單便捷。 但是,彈簧片連接會導致接觸電阻較大,且不能保證長期可靠性。 一些認證機構並不認可此種金屬芯。
壓接是一種最基本和常見的連接技術,且已被證明成熟可靠。 壓接的可靠性很大程度上取決於工具和操作,它們共同決定了最後壓接的效果是否滿足標準的要求。
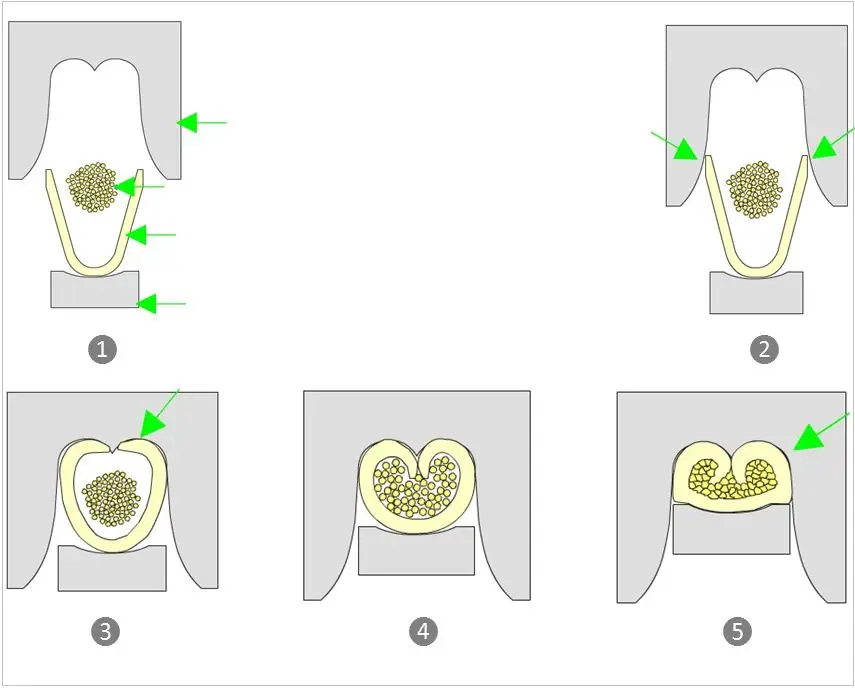
壓接過程
以“U”型金屬芯為例,其材質基本為銅鍍錫,需要通過壓接與光伏電纜連接。 不難看出,它是一個隨著壓接高度逐漸減少(壓接力逐漸增加),銅片包裹電纜銅絲逐漸壓縮的過程。 對壓接高度的管控,直接決定了壓接品質的好壞。 壓接寬度的管控相對不是很重要,因為壓接模具決定了寬度值。
壓接太松或太緊都不好,那麼隨著壓接的進行,壓接高度要控制在多少呢? 另外,兩個重要的質量指標即拉脫力(把銅絲從壓接處拉出來或拉斷所需要的力)和導電性在此過程中如何變化? 我們可以通過幾個曲線來做出判斷。
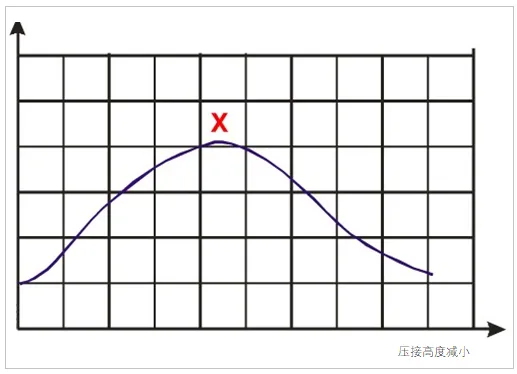
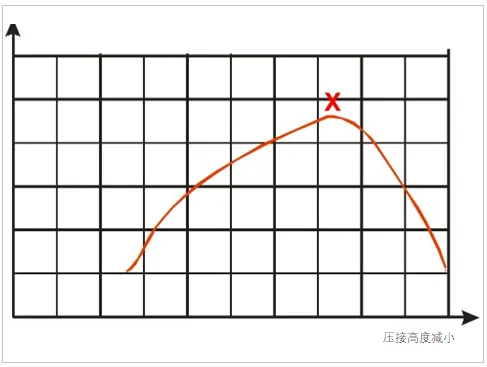
隨著壓接高度的逐漸減小,電纜和金屬芯之間的拉脫力逐漸增加,直至達到下圖中的“X”點。 如果壓接高度持續減小,那麼拉脫力反而會因為銅絲的結構被逐漸破壞而持續降低。
◀拉脫力vs壓接高度
導電性vs壓接高度▶
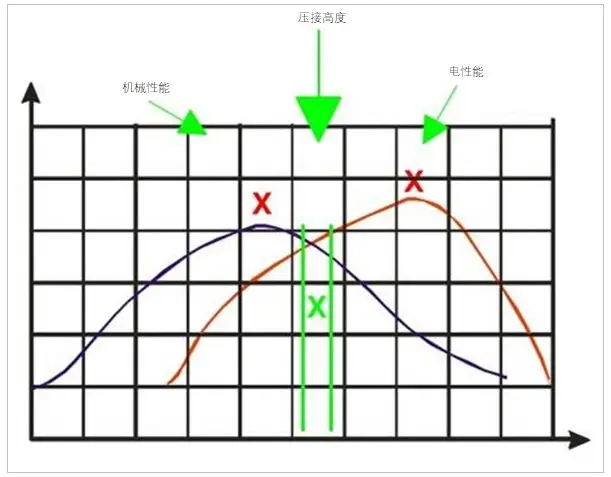
如果把上面兩條曲線疊加在一起,我們很容易得到一個結論:最佳的壓接高度只能是綜合考慮拉脫力和導電性,在兩個最佳點之間的區域內取值。

絕大多數的光伏連接器是在工廠內通過自動化設備完成安裝,壓接的品質較高。 對於不得不在工程現場安裝的連接器,壓接只能通過壓接鉗完成。 壓接必須使用原廠專業壓接鉗,普通的老虎鉗或者尖嘴鉗不能用於壓接,一方面壓接的品質低下; 另一方面,這也是不被連接器廠商和認證機構認可的方式。
對於壓接質量,行業內通常採用的評判標準如下,
外觀上,無斷絲,無漏絲,無毛邊,左右勻稱,銅絲前後位置正確
● 壓接高度/寬度,在定義的範圍內,用遊標卡尺可測量
● 拉脫力,如4mm2電纜,IEC 60352-2要求至少達到310N
● 電阻,如4mm2電纜,IEC 60352-2要求壓接處電阻小於135μΩ
● 橫截面分析,無損切斷壓接區,分析寬度、高度、壓縮率、對稱性、有無開裂等
另外,如果是釋放新設備或新壓接模具,除了上述機電,還需要監控溫度迴圈條件下的電阻穩定性,參考標準依然為IEC 60352-2。


光伏連接器的安裝,壓接環節是重中之重,建議使用專業的壓接工具。 對於工程安裝人員來說,進行壓接培訓是一個必不可少的環節。
史陶比爾光伏連接器已成功連接超270GW光伏系統,我們樂意與您分享光伏連接器安裝的知識與經驗。 如果您的電站有直流側連接檢測需求,歡迎聯繫我們
sales@i-powers.com.tw

